Fehlstellen beim Einspritzen








Fehlstellen beim Einspritzen
Formsmängel | alternative Namen | Bild | Beschreibungen | Gründe |
Blase | Blasen | Bild 001 | Angehobene oder geschichtete Zone auf der Oberfläche des Teils | Das Werkzeug oder das Material ist zu heiß. Es ist durch einen Mangel an Abkühlung oder ein defektes Heizgerät verursacht. |
Brandflecken | Luft verbrennen/Gas verbrennen/Nachdieseln | Bild 002 | Schwarz oder braun gebrannten Bereich auf dem Teil am weitesten Punkt von Tor oder wo der Luft sich eingeschlossen befindet | Das Werkzeug fehlt Entlüftung. Die Geschwindigkeit des Einspritzens ist zu hoch. |
Farbstreifen (US) | Farbstreifen (UK) | Bild 003 | Lokalisierte Änderung der Farbe | Die Vormischung ist nicht richtig. Die Materialien sind schon ausgelaufen. Die Farbe des Materials fängt an, in der Natur zu ändern. Vorherige gefärbtes Material bleibt in der Düse oder Rückschlagventil. |
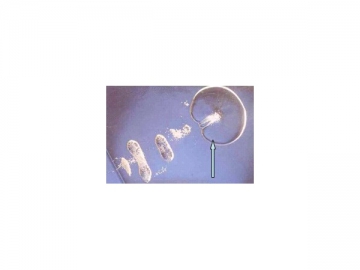
Delaminierung |
| Bild 004 Bild 005 | Dünnen Glimmer wie Schichten teilweise auf dem Wand gebildet | Das verschmutzte Material z.B PP mit ABS, ist sehr gefährlich, wenn es für eine sicherheitskritische Anwendung verwendet wird, da das Material nicht delaminiert werden kann. |
Blitz | Grate | Überschüssiges Material in einer dünnen Schicht über die normale Teilegeometrie | Die Form über verpackt oder Trennlinie auf das Werkzeug beschädigt wird. Zu schnell der Einspritzgeschwindigkeit und zu niedrig der Schließkraft kann auch die Oberflächen des Werkzeugs durch Schmutz und Verunreinigungen verursacht werden. | |
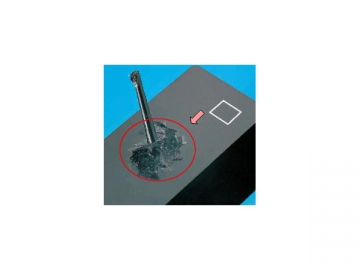
Embedded Verunreinigungen | Embedded Partikel | Bild 006 | Fremdkörper(verbranntes Material oder andere)in dem Teil eingebettet | Die Partikeln sind auf der Werkzeugoberfläche. Kontaminiertes Material oder Fremdkörper ist in den Lauf. Vor dem Einspritzen wird das Material von vielen Wärme gebrennt. |
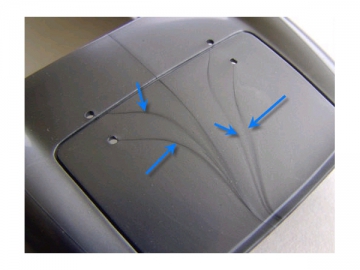
Fließmarkierungen | Fließlinien | Bild 007 | Gerichtet "off tone" welligen Linien oder Mustern | Einspritzgeschwindigkeit ist zu langsam(während des Einsprizens wird der Kunststoff zu schnell abgekühlt. Die Einspritzgeschwindigkeit soll schnell eingestellt werden.) |
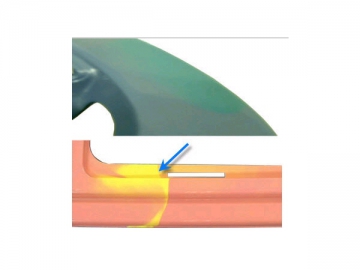
Jetting |
| Bild 008 | Teil durch turbulente Strömung des Materials verformt. | schlechte Werkzeugstruktur, schlecte Lage des Türs oder Kanalsystems. Die Einspritzgeschwindigkeit ist zu hoch eingestellt. |
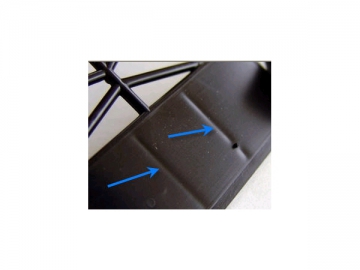
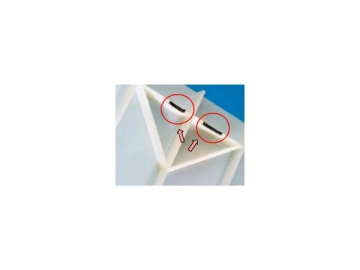
Bindenähte | Bindenähte | Bild 009 | Kleine Linien bleiben auf der Rückseite der Kernstifte oder Fenstern in den Teilen, die wie gerade Linien erscheinen. | Bedingt durch die Schmelzefront umströmenden einem Objekt, der in einem Kunststoffteil stolz sowie am Ende füllen, wo die Schmelze-Front zusammen kommt wieder. Die Form wird minimiert oder eliminiert mit einer Form-Durchflussstudie, wenn sie sich in Entwurfsphase ist. Sobald die Formhergestellt ist und die Tür gelegt wird, kann man diesen Mangel nur durch Änderung der Schmelze und die Temperatur der Form minimieren. |
Polymerabbau |
| Bild 010 | Polymeraufteilung von Hydrolyse, Oxidation usw. | Überschüssiges Wasser im Granulat, hohen Temperaturen im Fass, übermäßige Drehzahlen verursachen hohe Scherungswärme, Material in den Lauf zu lange Zeit beleiben, zu viel Mahlgut verwendet. |
Einfallstellen | [Senken] | Bild 011 | Lokalisierte Depression(in dickeren Zonen) | Haltezeit/Druck ist zu niedrig. Die Kühlzeit mit sprueless Heißkanäle und dies auch durch das Tor ist zu kurz. Die Temperatur ist zu hoch eingestellt. Überschüssiges Material oder Wände ist zu dick |
kurze Einstellung | Non-fill / kurze Form | Bild 012 | teilweiser Teil | Mangel an Material, Einspritzgeschwindigkeit oder Druck zu gering, die Form zu kalt, Mangel an Gasschlot |
Ausschrägung Marken | Spritzen Mark / Silberstreifen | Bild 013 | Kreisförmigeen Muster um Tor verursacht durch heißes Gas | In der Regel gibt es Feuchtigkeit im Material, wenn hygroskopischen Harze unsachgemäß getrocknet. Abfangen des Gases in "Rippe" Bereiche aufgrund übermäßiger Einspritzgeschwindigkeit in diesen Bereichen. Das Material ist zu heiß. |
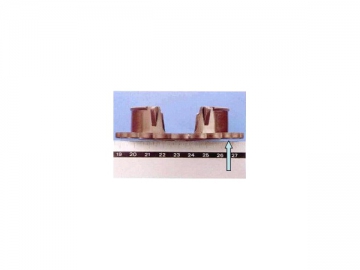
Hohlräume |
| Bild 014 | Der leere Raum innerhalb eines Teils(Lufttasche wird häufig verwendet, Korrektur:Der Hohlraum ist einen Vakuumsbehälter, der bei JC Mora verbessert wird) | Mangelnder Nachdruck(Nachdruck wird verwendet, um den Teil zu packen während der Haltezeit). Füllen zu schnell, dass die Kanten des Teils nicht einrichten können. Die Form kann aus der Registrierung sein(wenn die beiden Hälften nicht-Center richtig eingesetzt werden und teilweise Wände keine gleiche Dicke haben). Die bereitgestellten Informationen sind wichtig, Korrektur: Der Mangel von dem Verpackungsdruck(nicht im Besitz)(Verpackungsdurck wird verwendet, auszupacken, obwohl das Teil während der Haltezeit ist). Füllen zu schnell nicht dazu führen, diese Bedingung, wie der Hohlraum eine Senke ist, die nicht über einen Platz zu geschehen. In anderen Worten, wie der Teil schrumpft das Harz aus sie sich selbst getrennt, da es keine ausreichende Harz in der Kavität gibt. Der Hohlraum wurde in jedem Bereich passiert oder der Teil nicht durch die Dicke, sondern durch den Harzfluß und Wärmeleitfähigkeit beschränkt wird, aber es ist wahrscheinlicher, bei dickeren Bereichen wie Rippen oder Ursachen für Hohlräume passiert sind nicht geschmolzen auf das Schmelzbad. |
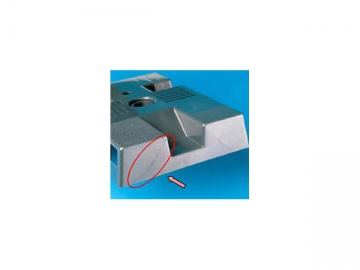
Bindenaht | gestrickte Linie / Bindenaht /Übertragungsleitung | Bild 015 | Verfärbten Linie, wo zwei Fließfronten gerecht | Form/Material Temperaturen zu niedrig eingestellt(das Material ist kalt, wenn sie sich treffen, damit sie nicht verkleben).Zeit für den Übergang zwischen Einspritzung und Transportierung(bis zur Verpackung und Halten) ist noch zu früh. |
Verwerfung | Verdrehung | Bild 016 | verzerrter Teil | Die Kühlzeit ist zu kurz. Das Material ist zu heiß. Mangelnde Kühlung um dem Werkzeug korrekt Wassertemperaturen(die Teile biegt nach innen zu heißen Seite des Werkzeugs) ungleichmäßige Schrumpfung zwischen Bereichen des Teils |
")














")
")
")